

Categorías
nuevo blog
Etiquetas
Para determinar el tiempo de enfriamiento del PP, PE y ABS, se utilizan las propiedades térmicas del material, el espesor de la pieza y la temperatura del molde. Un cálculo preciso del tiempo de enfriamiento garantiza dimensiones uniformes, superficies lisas y tiempos de ciclo eficientes. La siguiente tabla muestra cómo un enfriamiento adecuado afecta los resultados:
|
Área de impacto |
Descripción |
|---|---|
|
Tiempo de ciclo y productividad |
Un enfriamiento más corto y controlado aumenta la producción sin disminuir la calidad. |
|
Estabilidad dimensional |
Una buena refrigeración evita la deformación y la contracción desigual. |
|
Calidad de la superficie |
Una refrigeración adecuada evita marcas y defectos en el fregadero. |
|
Consistencia del molde y del proceso |
Una refrigeración estable garantiza resultados repetibles y un menor desgaste de las herramientas. |
Los enfriadores industriales OUMAL ofrecen refrigeración confiable para cada necesidad. enfriador de moldeo por inyección de plásticos solicitud.
El tiempo de enfriamiento es crucial para un moldeo por inyección eficiente. Afecta al tiempo de ciclo y a la calidad de la pieza.
Las propiedades de materiales como el PP, el PE y el ABS influyen en el tiempo de enfriamiento. Elija los materiales con cuidado.
El dimensionamiento adecuado del enfriador garantiza temperaturas estables en el molde y reduce los defectos.
Utilice la fórmula del tiempo de enfriamiento para calcular cuánto tiempo necesitan las piezas para enfriarse.
Los sistemas de refrigeración OUMAL ofrecen un control preciso de la temperatura para una mayor eficiencia en la producción.

Usted desempeña un papel fundamental en la gestión del tiempo de enfriamiento en el moldeo por inyección. El enfriamiento suele ser la etapa más larga del proceso. Los estudios demuestran que el tiempo de enfriamiento puede representar entre el 50 % y el 80 % del tiempo total del ciclo. Esto significa que la mayor parte del ciclo se dedica a esperar a que la pieza de plástico se enfríe y solidifique. La fase de enfriamiento determina la rapidez con la que se puede producir la siguiente pieza. Si se optimiza el enfriamiento, se aumenta la velocidad y la eficiencia de la producción.
El tiempo de enfriamiento es un factor clave en el tiempo total del ciclo. Las técnicas de enfriamiento avanzadas, como el enfriamiento conformado, le ayudan a mantenerse a la vanguardia en la industria. Las plantas de fabricación se enfrentan a la presión de reducir los tiempos de ciclo sin comprometer la calidad. Los sistemas de enfriamiento impactan directamente en la productividad y la rentabilidad. Un rendimiento deficiente del enfriamiento afecta la eficacia de los equipos, el consumo de energía y las necesidades de mantenimiento.
Debes centrarte en el enfriamiento, ya que influye directamente en tu productividad. Al reducir el tiempo de enfriamiento, aumentas la cantidad de piezas producidas por hora. Un enfriamiento eficaz también garantiza una calidad constante y reduce los defectos. El tiempo de enfriamiento en el moldeo por inyección no es solo un detalle técnico; es un factor clave para tu éxito.
El enfriamiento influye en el dimensionamiento del enfriador para moldeo por inyección de plásticos. La fase de enfriamiento requiere un control preciso de la temperatura para mantener la calidad del producto y la estabilidad del proceso. Se necesitan enfriadores de moldeo por inyección fiables para gestionar la carga térmica y mantener el molde a la temperatura adecuada. Si se subestiman las necesidades de enfriamiento, se corre el riesgo de ciclos más largos y una menor eficiencia.
OUMAL ofrece enfriadoras de agua industriales diseñadas para moldeo por inyección. Estas enfriadoras se adaptan a su proceso y proporcionan una gestión inteligente de la temperatura. Puede confiar en OUMAL para obtener una refrigeración constante, lo que le ayuda a lograr tiempos de ciclo óptimos y altas tasas de producción. Elegir la enfriadora adecuada garantiza que cumpla con sus requisitos de refrigeración y mantenga la eficiencia durante todo el proceso de moldeo.
Al calcular el tiempo de enfriamiento, es fundamental tener en cuenta el diseño de la pieza. Las piezas más gruesas requieren tiempos de enfriamiento más prolongados, ya que se necesita solidificar una mayor cantidad de material. La relación entre el espesor de la pared y el tiempo de enfriamiento es prácticamente proporcional al cuadrado del espesor. Si se aumenta el espesor, el tiempo de enfriamiento aumenta rápidamente. Por ejemplo, una pieza de 8 mm de espesor puede tardar hasta 70 segundos en enfriarse. También es importante considerar la geometría. Las formas complejas pueden retener el calor y ralentizar el enfriamiento. Un diseño de pieza sencillo permite lograr ciclos más rápidos y mejores resultados con el enfriador de moldeo por inyección de plástico.
Consejo: Optimice el diseño de la pieza reduciendo el grosor de la pared y evitando las esquinas afiladas. Esto mejora la eficiencia de la refrigeración y reduce el tiempo de ciclo.
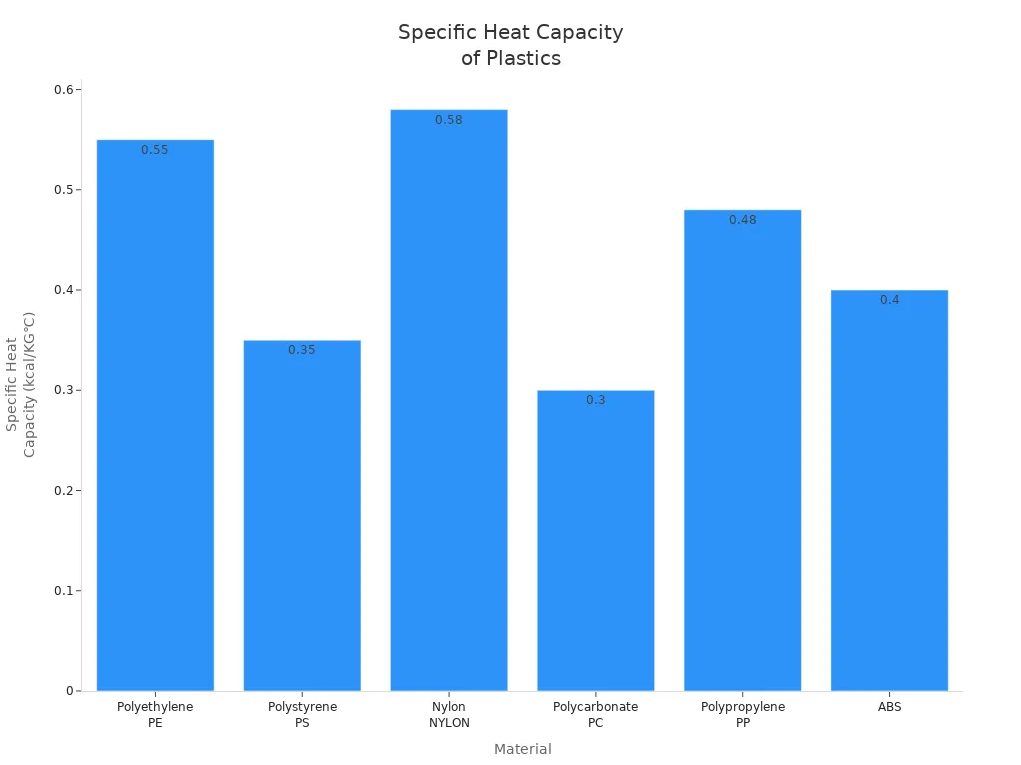
Las propiedades del material plástico influyen considerablemente en el tiempo de enfriamiento. El polipropileno (PP) tiene un punto de fusión más bajo, por lo que se enfría más rápido. Es importante controlar la deformación y la contracción del PP. El polietileno (PE) también se enfría rápidamente, pero es necesario supervisar la calidad de la superficie. El ABS requiere temperaturas de procesamiento más altas. Esto aumenta el tiempo de enfriamiento, pero proporciona una mayor estabilidad dimensional. Debe seleccionar el material según los requisitos de la pieza y las necesidades de enfriamiento. Los enfriadores para moldeo por inyección ayudan a controlar la temperatura y a mantener la calidad de cada material.
PP: Enfriamiento más rápido, riesgo de deformación.
PE: Enfriamiento rápido, ideal para piezas sencillas.
ABS: Mayor capacidad de enfriamiento, dimensiones estables.
La temperatura del molde influye en el tiempo de enfriamiento más de lo que se piensa. Temperaturas más bajas en el molde reducen el tiempo de enfriamiento y aumentan la productividad. La fase de enfriamiento suele durar entre 20 y 70 segundos, siendo la parte más larga del ciclo. Es fundamental optimizar el diseño del molde para distribuir el enfriamiento de manera uniforme. Un buen diseño incluye un tamaño de compuerta y canales de enfriamiento adecuados. Los enfriadores de agua industriales mantienen la temperatura del molde estable, lo que mejora la calidad de las piezas y reduce los defectos. Siempre se deben revisar los ajustes de temperatura del molde y ajustarlos para cada material.
Nota: Reducir el tiempo de enfriamiento disminuye los costos y aumenta la eficiencia. La temperatura y el diseño del molde son factores clave para lograrlo.

Para optimizar la eficiencia del moldeo por inyección, es fundamental comprender la fórmula del tiempo de enfriamiento. Este tiempo depende de la transferencia de calor, el espesor de la pieza y la selección del material. La fórmula estima cuánto tiempo tarda la pieza en enfriarse lo suficiente para una extracción segura del molde. Se utiliza la ecuación de transferencia de calor basada en la difusividad térmica. La calculadora de tiempo de enfriamiento ayuda a predecir la fase de enfriamiento y a mejorar la eficiencia del ciclo.
El tiempo de enfriamiento es proporcional al cuadrado del espesor de la pared de la pieza.
El tiempo de enfriamiento es inversamente proporcional a la difusividad térmica del material.
La difusividad térmica depende de la conductividad térmica, la densidad del material y la capacidad calorífica específica.
La forma y el tamaño de la pieza afectan al tiempo de enfriamiento.
Las piezas más gruesas requieren más tiempo de enfriamiento porque retienen el calor durante más tiempo.
Puede utilizar la fórmula estándar de tiempo de enfriamiento para el moldeo por inyección:
Tiempo de enfriamiento = (Espesor^2) × (π / (4 × Difusividad térmica)) × ln[(Temperatura de fusión - Temperatura del molde) / (Temperatura de expulsión - Temperatura del molde)]Esta fórmula permite calcular el tiempo de enfriamiento para diferentes materiales y diseños de piezas. Es necesario considerar las propiedades de transferencia de calor y la geometría de la pieza. La calculadora de tiempo de enfriamiento ofrece una forma práctica de estimar dicho tiempo y mejorar la eficiencia del moldeo por inyección.
Nota: El grosor de la pieza es el factor que más influye en el tiempo de enfriamiento. Siempre debe verificar el grosor de la pared al usar la calculadora de tiempo de enfriamiento.
La selección del material influye en el tiempo de enfriamiento durante el moldeo por inyección. Para utilizar la calculadora de tiempo de enfriamiento con precisión, es necesario conocer las propiedades térmicas del PP, el PE y el ABS. Cada material tiene características de transferencia de calor y requisitos de enfriamiento únicos.
|
Material |
Conductividad térmica (W/m·K) |
Densidad (kg/m³) |
Capacidad calorífica específica (J/kg·K) |
Temperatura de fusión típica (°C) |
Temperatura típica del molde (°C) |
Temperatura de eyección (°C) |
|---|---|---|---|---|---|---|
|
PÁGINAS |
0,22 |
900 |
1900 |
220 |
40-60 |
60 |
|
PE |
0,42 |
950 |
2300 |
180 |
30-50 |
50 |
|
ABS |
0,17 |
1050 |
1300 |
240 |
60-80 |
80 |
Debe ajustar el tiempo de enfriamiento según el material seleccionado. El PP se enfría más rápido, pero puede deformarse. El PE se enfría rápidamente y funciona bien para piezas sencillas. El ABS requiere un tiempo de enfriamiento más prolongado, pero proporciona dimensiones estables. Debe utilizar enfriadores de moldeo por inyección que se adapten a diferentes materiales. Los enfriadores de agua de refrigeración industrial le ayudan a mantener una temperatura precisa del molde para cada material.
Consejo: Para un moldeo por inyección de precisión, los enfriadores deben mantener una temperatura con una precisión de ±1 °C. Se logra una calidad de producto uniforme ajustando los parámetros de enfriamiento al material seleccionado.
Puedes seguir estos pasos para calcular el tiempo de enfriamiento para el moldeo por inyección:
Mida el espesor máximo de la pared de su pieza.
Recopile datos del material sobre conductividad térmica, densidad y capacidad calorífica específica.
Encuentre la temperatura de fusión, la temperatura del molde y la temperatura de eyección para el material que ha seleccionado.
Utilice la fórmula del tiempo de enfriamiento para calcular el tiempo de enfriamiento base.
Como regla general, añada un 20 % al tiempo de enfriamiento calculado. Esto tiene en cuenta las variaciones en el diseño del molde, los canales de refrigeración y la geometría de la pieza.
Utilice la calculadora de tiempo de enfriamiento para comprobar sus resultados y ajustarlos según la eficiencia.
Ejemplo de cálculo:
Supongamos que tiene una pieza de PP con un espesor de pared de 4 mm. Utiliza los siguientes valores:
Espesor = 4 mm (0,004 m)
Difusividad térmica = (Conductividad térmica) / (Densidad × Capacidad calorífica específica)
Temperatura de fusión = 220 °C
Temperatura del molde = 50 °C
Temperatura de eyección = 60 °C
Calcular la difusividad térmica:
Difusividad térmica = 0,22 / (900 × 1900) = 0,22 / 1.710.000 ≈ 1,29 × 10⁻⁷ m²/sIntroduce los valores en la fórmula del tiempo de enfriamiento:
Tiempo de enfriamiento = (0,004^2) × (π / (4 × 1,29 × 10^-7)) × ln[(220-50)/(60-50)]Calcula cada paso:
0,004² = 0,000016
π / (4 × 1,29 × 10^-7) ≈ 6.100.000
ln[(170)/(10)] = ln(17) ≈ 2,83
Multiplicar:
Tiempo de enfriamiento = 0,000016 × 6.100.000 × 2,83 ≈ 277 segundos
Añadir un 20%:
Tiempo de enfriamiento ajustado = 277 × 1,2 ≈ 332 segundos
Este tiempo de enfriamiento se utiliza para dimensionar el enfriador de moldeo por inyección de plásticos. Los enfriadores de moldeo por inyección deben gestionar la transferencia de calor y mantener la temperatura del molde durante cada ciclo. enfriadores de agua de refrigeración industrial Proporciona la adaptabilidad y la precisión que necesitas para un moldeo eficiente.
Aviso: Siempre añada un 20 % al tiempo de enfriamiento calculado. Esto garantiza que se tengan en cuenta las variaciones reales y se logre una eficiencia fiable.
Mejoras la eficiencia del moldeo por inyección utilizando la calculadora de tiempo de enfriamiento, seleccionando el material adecuado y dimensionando correctamente tu enfriador de plásticos para moldeo por inyección. Siguiendo estos pasos, lograrás una calidad y productividad constantes.
Antes de seleccionar un enfriador para moldeo por inyección de plásticos, es necesario calcular la capacidad de enfriamiento. Esta capacidad indica la cantidad de calor que el enfriador debe extraer del molde durante cada ciclo. El primer paso consiste en calcular el tiempo de enfriamiento, que se determina en función del grosor de la pieza, el material y las temperaturas del proceso. La fase de enfriamiento suele representar entre el 60 % y el 80 % del tiempo total del ciclo. Esto significa que la mayor parte del tiempo de producción se dedica al enfriamiento.
Para calcular la capacidad de refrigeración necesaria, utilice esta fórmula:
Capacidad de enfriamiento (kcal/h) = [Peso del plástico (kg) × Capacidad calorífica específica (kcal/kg°C) × (Temperatura de inyección – Temperatura del molde) × 3600] / Tiempo de enfriamiento (s)Esta fórmula te ayuda a estimar la cantidad de calor que debe eliminarse en cada ciclo. Necesitas conocer el peso de la pieza, el calor específico del material y la diferencia de temperatura entre la inyección y el molde. Divide el resultado entre el tiempo de enfriamiento para obtener el requerimiento por hora.
Consejo: Utilice siempre datos precisos sobre los materiales PP, PE o ABS. Esto garantiza que sus cálculos se ajusten a las condiciones reales.
Aquí hay una tabla con valores típicos para plásticos comunes:
|
Material |
Inyección Te temperatura (℃) |
Temperatura del molde (℃) |
Capacidad calorífica específica (kcal/kg℃) |
|---|---|---|---|
|
Polietileno PE |
160-310 |
0-70 |
0,55 |
|
Polipropileno PP |
200-280 |
0-80 |
0,48 |
|
ABS |
180-260 |
40-80 |
0,4 |
Como puedes ver, cada material tiene una capacidad calorífica específica diferente. Esto influye en la cantidad de calor que debes eliminar durante el enfriamiento.
Al dimensionar un enfriador para moldeo por inyección de plásticos, es necesario considerar tanto la carga térmica como el tiempo de ciclo. La carga térmica es la cantidad total de calor que debe eliminarse del molde y de la pieza de plástico durante cada ciclo. El tiempo de ciclo incluye la fase de enfriamiento, que es la parte más larga del proceso de moldeo por inyección.
|
Aspecto |
Evidencia |
|---|---|
|
Contribución de la fase de enfriamiento |
Refrigeración p El tiempo de reacción constituye entre el 60% y el 80% del tiempo total del ciclo. |
|
Importancia de la optimización de la refrigeración |
Mejora el acabado superficial, minimiza la deformación de las piezas y reduce el tiempo de ciclo. |
Debes saber que el tiempo de ciclo depende del tamaño y el grosor del producto. Las propiedades del material, como el punto de fusión, influyen en la cantidad de calor que se absorbe y se libera. Los parámetros de la máquina, como la velocidad de rotación, también afectan al tiempo de ciclo. Si optimizas la refrigeración, mejoras el acabado superficial y reduces los defectos. Además, aumentas la eficiencia de la producción.
El tiempo de enfriamiento del molde es un parámetro crítico. Un enfriamiento demasiado rápido puede provocar una contracción irregular y dimensiones deficientes. Un enfriamiento demasiado lento puede generar deformaciones y tensiones internas. Necesita un enfriador para moldeo por inyección de plásticos que proporcione un control preciso de la temperatura. Esto le ayudará a minimizar el tiempo de ciclo y a mantener una alta calidad del producto.
La selección adecuada de enfriadoras influye en el consumo de energía y los costos operativos. A continuación, se muestra una tabla que ilustra la importancia de un dimensionamiento correcto:
|
Aspecto |
Impacto en el consumo y los costos de energía |
|---|---|
|
Dimensionamiento adecuado de la máquina |
Evita el desperdicio de energía por exceso equipos dimensionados, optimizando el uso de la energía. |
|
Eficiencia del enfriador |
Los sistemas de refrigeración modernos tienen un mejor rendimiento que los antiguos, lo que repercute en los costes generales. |
|
Eficiencia a carga parcial |
Los enfriadores más pequeños pueden ser más eficientes que una sola unidad grande. |
Si el enfriador es demasiado pequeño, el molde puede sobrecalentarse, lo que puede provocar deformaciones o defectos en la pieza. Si, por el contrario, es demasiado grande, se desperdicia energía y aumentan los costos sin mejorar el rendimiento de la refrigeración. Es fundamental ajustar la capacidad de refrigeración a la carga térmica real y al tiempo de ciclo.
Veamos un ejemplo práctico. Supongamos que fabrica una pieza de PP con un peso de 0,2 kg. La temperatura de inyección es de 220 °C, la temperatura del molde es de 50 °C y el calor específico es de 0,48 kcal/kg°C. El tiempo de enfriamiento calculado es de 60 segundos.
Sustituye estos valores en la fórmula:
Capacidad de refrigeración = [0,2 × 0,48 × (220 – 50) × 3600] / 60Calcula paso a paso:
Diferencia de temperatura: 220 – 50 = 170 °C
Multiplicar: 0,2 × 0,48 = 0,096
Multiplicar: 0,096 × 170 = 16,32
Multiplicar: 16,32 × 3600 = 58.752
Dividir: 58.752 / 60 = 979,2 kcal/h
Para esta aplicación, necesita un enfriador para moldeo por inyección de plásticos con una capacidad de enfriamiento de al menos 980 kcal/h. Si utiliza varios moldes o piezas de mayor tamaño, debe sumar sus cargas térmicas.
Nota: Añada siempre un margen de seguridad del 10-20 % a la capacidad de refrigeración calculada. Esto cubre las variaciones en la producción y garantiza un rendimiento de refrigeración fiable.
Enfriadoras industriales OUMAL Adaptables a diferentes requisitos de moldeo por inyección. Puede elegir entre enfriadores refrigerados por aire, por agua o de tornillo. Los avanzados sistemas de control de OUMAL, como el PLC de Siemens, le brindan una gestión precisa de la temperatura. Puede integrar fácilmente estos enfriadores en su línea de producción existente. Los enfriadores para moldeo por inyección de OUMAL son energéticamente eficientes y compatibles con operaciones tanto a pequeña como a gran escala.
Los enfriadores OUMAL proporcionan un control preciso de la temperatura para aplicaciones de refrigeración en moldeo por inyección de plásticos.
Puede utilizar enfriadores de agua de refrigeración industriales para lograr temperaturas estables en los moldes y una calidad uniforme de las piezas.
La adaptabilidad de OUMAL permite personalizar el sistema de refrigeración para cualquier proceso de moldeo por inyección.
Al seleccionar el tamaño adecuado del enfriador, mejorará la eficiencia de la producción y la calidad del producto. Además, reducirá los costos de energía y evitará defectos. Los enfriadores para moldeo por inyección de OUMAL le ayudan a lograr un rendimiento de refrigeración fiable en cada ciclo.
Recomendación: Elija OUMAL para sus necesidades de refrigeración en moldeo por inyección de plásticos. Obtendrá tecnología avanzada, ahorro de energía y soluciones flexibles para cualquier entorno de producción.
Siguiendo las mejores prácticas para el cálculo del tiempo de enfriamiento en el moldeo por inyección, se puede lograr una alta calidad de las piezas y resultados consistentes. Comience seleccionando materiales con las propiedades térmicas adecuadas y realice un análisis térmico exhaustivo. Este paso le ayudará a predecir el comportamiento de cada material durante el proceso. Utilice diseños de moldes óptimos que incluyan materiales de alta conductividad térmica y canales de enfriamiento conformados. Estas características mejoran la transferencia de calor y contribuyen a una mejor calidad de las piezas.
Las técnicas de enfriamiento avanzadas, como el moldeo por calentamiento y enfriamiento rápido o el moldeo variotérmico, pueden mejorar aún más la calidad de las piezas. También conviene utilizar herramientas de simulación como el análisis del flujo del molde y la termografía. Estas herramientas permiten visualizar la distribución de la temperatura y optimizar el proceso. Ajuste los parámetros del proceso, incluyendo la temperatura de fusión y el tiempo de enfriamiento, para adaptarlos a las necesidades de cada material y diseño de pieza.
Consejo: El tiempo de enfriamiento depende del grosor de la pared, las propiedades del material y el diseño del canal de refrigeración. Las secciones más gruesas retienen el calor durante más tiempo, lo que puede afectar la calidad de la pieza. Calcule el tiempo de enfriamiento hasta que la pieza pueda mantener su forma de forma segura para su expulsión.
Si comete errores en el cálculo del tiempo de enfriamiento, puede observar un enfriamiento irregular, tensiones internas o deformaciones en las piezas moldeadas. Los defectos comunes incluyen alabeo, torsión, marcas de hundimiento y falta de planitud. Reducir demasiado el tiempo de enfriamiento puede provocar ciclos de producción más largos y problemas dimensionales, lo que disminuye la calidad de las piezas.
Al dimensionar un enfriador para moldeo por inyección de plástico, conviene evitar errores comunes. Muchos usuarios ignoran los costos a largo plazo y eligen modelos de bajas especificaciones, lo que puede aumentar los gastos de energía y mantenimiento. El sobredimensionamiento de los enfriadores puede provocar desgaste del equipo y un mayor consumo de energía. También es importante considerar el entorno y la calidad del agua, ya que las malas condiciones del lugar reducen la eficiencia de la refrigeración y afectan la calidad de las piezas.
Siga estos consejos para dimensionar su enfriador de forma óptima:
Considere todos los factores de enfriamiento. Más del 80 % del ciclo de moldeo por inyección implica enfriamiento, por lo que es necesario equilibrar el consumo de energía y las necesidades de refrigeración.
Comprenda la diferencia de temperatura y el caudal. La diferencia de temperatura óptima entre el hielo y el agua suele ser de 3 °C a 5 °C.
Supervise la calidad del agua. Utilice agua ablandada y controle el pH para prevenir la corrosión en sus enfriadores de agua de refrigeración industrial.
Seleccione el enfriador adecuado para las especificaciones de su máquina. Por ejemplo, un enfriador de agua de 1 HP puede ser compatible con diferentes máquinas de moldeo por inyección según sus necesidades de refrigeración.
Los enfriadores desempeñan un papel fundamental en el moldeo por inyección, ya que ayudan a que los plásticos se solidifiquen rápidamente. Esto mejora la calidad de las piezas y aumenta la eficiencia de la producción. Cada operación tiene necesidades térmicas únicas, por lo que es importante asegurarse de que el enfriador se integre correctamente con las bombas y las unidades de control de temperatura. Deje espacio para futuras ampliaciones y así evitar costosas actualizaciones.
Nota: La selección adecuada del enfriador y los cálculos precisos de refrigeración garantizan una alta calidad de las piezas, reducen los defectos y favorecen la eficiencia de las operaciones de moldeo por inyección.
Mejora la eficiencia del moldeo por inyección calculando el tiempo de enfriamiento, considerando las propiedades del material y dimensionando correctamente tu enfriador de plásticos. Fórmulas confiables y datos precisos del material te ayudan a lograr una calidad de pieza uniforme y a reducir los tiempos de ciclo. Los enfriadores industriales OUMAL mejoran el acabado superficial, aumentan la producción y ahorran energía. La revisión y el ajuste continuos optimizan tu proceso. La siguiente tabla muestra cómo la configuración del molde y la presión afectan el volumen de llenado y la desviación:
|
Configuración del molde |
Relación de volumen de llenado a 3 MPa |
Relación de volumen de llenado a 10 MPa |
Desviación a 10 MPa |
Desviación a 13 MPa |
|---|---|---|---|---|
|
Diente parcial |
62% |
93-97% |
3,64% |
<1% |
|
Hoja en forma de gancho |
N / A |
N / A |
0,9% |
0% |
Revise periódicamente los parámetros de refrigeración para maximizar el rendimiento de sus enfriadoras de moldeo por inyección y enfriadoras de agua de refrigeración industrial.
Se utiliza un enfriador para moldeo por inyección de plástico para eliminar el calor del molde durante la producción. Esto mantiene el molde a una temperatura estable. Se obtiene una mejor calidad de las piezas, ciclos de producción más rápidos y menos defectos.
Se calcula la carga térmica en función del peso de la pieza, el material y el tiempo de enfriamiento. Se añade un margen de seguridad. Se selecciona un enfriador de moldeo por inyección que iguale o supere esta capacidad de enfriamiento para garantizar un rendimiento fiable.
El tiempo de enfriamiento determina la velocidad de producción de las piezas. Si se reduce el tiempo de enfriamiento, aumenta la productividad. Un tiempo de enfriamiento preciso también previene deformaciones y defectos. Con un enfriamiento adecuado, se obtienen resultados uniformes.
Sí, puede utilizar enfriadores de agua industriales para PP, PE, ABS y otros plásticos. Puede ajustar la temperatura según las necesidades de cada material. Esta flexibilidad permite su uso en numerosas aplicaciones de moldeo por inyección.
Si el enfriador es demasiado pequeño, el molde podría sobrecalentarse. Esto conlleva el riesgo de ciclos de producción más largos, piezas de baja calidad y más defectos. Siempre dimensione el enfriador según sus necesidades reales de refrigeración.





 es
es en
en
